ժ Ҫ ������Ҫᘌ��վ偠t�������ܵ���ʹ�õć�������Ӌ�M�Йz�z�y������̽ӑ�����Y���бO�غ���2018��515 ̖�� [ 1 ] �Ќ�����Ӌ�ľ��wҪ��B��Ŀǰ�վ偠t�������ܵ��г��õć�������Ӌ��ͣ�����̽ӑ�ˇ�������Ӌ�ęz�z�y�����Լ����H�z��^���������Ć��}�Ͱ��������վ偠t�������ܵ���ʹ�õć�������Ӌ�и��õ��˽⣬������ęz�z�y������һ���Ď�����
�ԇ����Ј��O�ܿ����k���d��2018 ��7 �� 3 ���°l�бO�غ���2018��515 ̖��֮�����վ偠t�����ȹܵ��İ��b�O���z���ڙz���У����������ܵ���ʹ�õć�������Ӌ�ęz�z�y����������Ҫ��ָ�����x���ں��������ʯ늏S�¹�֮���������ܵ�������Ӌ�ęz�z�y������u�_ʼ��ҕ����������Ӌ���OӋ�����������^���죬����ȱ�ٱO�ܣ�ȱ����z�z�y�������о����бO�غ���2018��515 ̖���°l֮ǰ���վ偠t�������ܵ���ʹ�õ�����Ӌ�֛]�н��^�����^�̱O���z������Ҫᘌ��վ偠t�������ܵ���ʹ�õć�������Ӌ�M�Йz�z�y������̽ӑ��
1 ��������Ӌ�Ĺ���ԭ��
��������Ӌ����
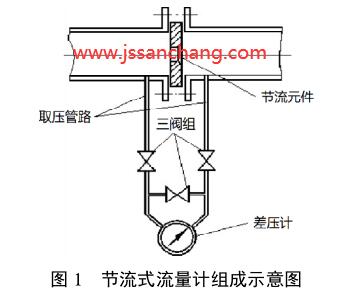
����ʽ����Ӌ����D 1 ��ʾ����Ҫ�ɹ����b�úͲӋ�M�ɵ������y���x�����������ֽM�ɣ�
��1�������y���w�������D�Q�ɲ��̖�Ĺ����b�ã���������Ԫ����ȡ���b�á�ǰ��y���ܣ�����Ԫ������ֱ���ܵ��У�ʹ�����a���տs���b��[2] ��
��2����ݔ���̖����̖��·��
��3���y���ֵ�IJӋ��
�׃�������@ʾ�x��[3] ��
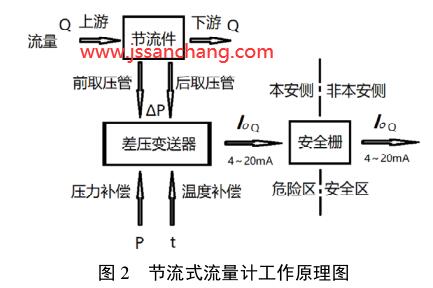
�乤��ԭ���ǝM�ܵ����w�����ܵ��ȵĹ����b�ã������ڹ���Ԫ��̎�տs���t�������ӣ��������غ㶨�ɺ������B�m�Է���[4] ���Ӊ��ܺ��o������һ���l���¿��Ի����D�Q�����ټӿ�ĽY����ȻҪ�����o���ܵĽ��ͣ�����ڹ���Ԫ����ǰ��a�����o�������Q���[5] �����w�����������ڹ���Ԫ��ǰ��a���IJҲ�������Կ�ͨ�^�y������������w���^�����b�Õr��������С[6] ����ԭ��D��Ҋ�D 2��
2 �������ܵ��г�Ҋ�ć�������Ӌ���
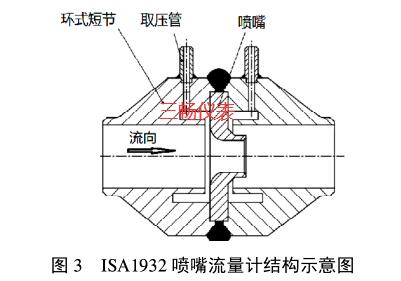
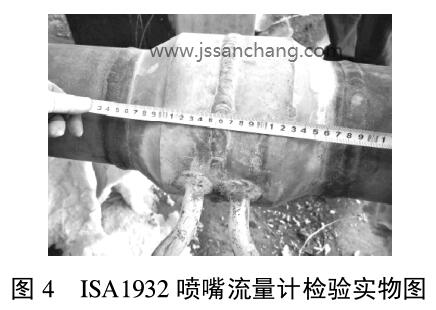
���վ偠t�������ܵ��У��҂���Ҋ��������Ӌ����ISA1932 ��������Ӌ���L����������Ӌ������ISA1932 ��������Ӌ��Ҫ��һ���˜ʇ��졢��֧ȡ���ܡ��ɂ��hʽ�̹����Ӻ��Ӷ��ɣ���D 3���D 4 ��ʾ��
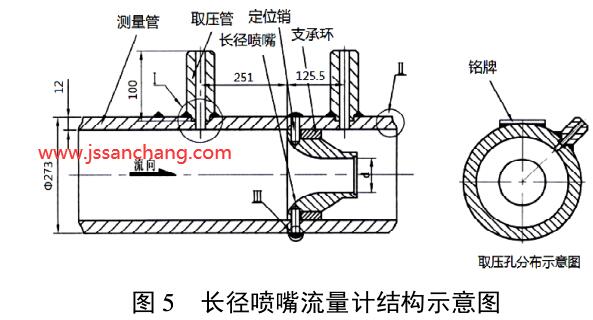
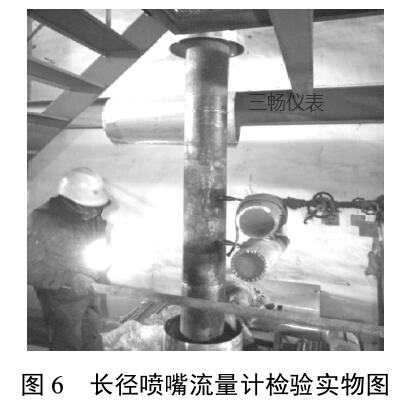
�L����������Ӌ��Ҫ��һ���L�����졢��λ�N��֧�Эh����֧ȡ���ܡ��y���ܵ��M�ɣ���D 5���D 6 ��ʾ��
3 �бO�غ���2018��515̖���Ќ�����Ӌ�ľ��wҪ��
3.1 �OӋ�������ҪҪ��
�����бO�غ���2018��515 ̖����Ҫ���վ偠t�������ܵ���ʹ�õ�����Ӌ�����˜�Ҏ����Ҫ���M������O���zδ���^����O���z������Ӌ���������������ܵ��С�����Ӌ�Ě��w��������ʽ�����������g���ڭh���p�Č��Ӻ���ʽ����Ӌ��횽��^�OӋ�b���C����ͬ�⡣
3.2 δ��ʩ����O�z��Ԫ���M���b�ã��p�p���b�á�����Ӌ�����w�������S���A�ƹܶΣ���ͬ���ľ��wҪ��
�����ڽ��վ偠t�������ɽ��O��λί�о��������Y�|���վ偠t�z�C����Ԫ���M���b�õ����캸�ӽ��^�a��z�z�y���������ӽ��^ 100%�侀�� 100%���z�y���ǽӽ��^100%����z�y�����Ͻ�䓲��|���ӽ��^߀�����M��100%���W�ɷֹ��V������Ӳ�șz�y����Ҫ�r�M�н����z��z��������偠t���g�Y���M�д�n[7] ��δ�����ϙz�z�y�ϸ����a��z�z�y���ģ��O�z�C�����ó���偠t���b�O���z�ϸ��C��[7] ��
���������վ偠t��ʹ�Æ�λ�����Y��偠t�z�ޣ�ί�н��˜ʵęz�z�y�C����Ԫ���M���b�õ����캸�ӽ��^��������Ҫ���M�Йz�z�y������z��档���l�F�����[���������r̎������t����Ͷ�á�
3.3 ���ڰ�ȫ�[��������Ӌ���w�ľ��wҪ��
��1���˲���������Ӌ���OӋ�Y�Ϻ��|���C���ļ�������Ԫ���M���b�õ�����O���z��C�����ȳ��S�Y���Ƿ��Rȫ��������Ҫ���M���a��z�z�y���������ӽ��^100%�侀�� 100%���z�y���ǽӽ��^ 100%����z�y�����Ͻ�䓲��|���ӽ��^߀�����M�� 100%���W�ɷֹ��V������Ӳ�șz�y����Ҫ�r�M�н����z
��2�����ڙz�z�y���ϸ���ߴ��ڽY���������������e�á����ڮ��N䓺��ӭh�p������Ӌ���w�������������Q�M�����Ҏ��������Ӌ��
4 ��������Ӌ�z�z�y����̽ӑ
���бO�غ���2018��515 ̖���l��֮ǰ�����վ偠t�������ܵ���ʹ�õć�������Ӌ��δ���^�����^�̱O���z����ʹ�Æ�λ�����Y��偠t�z�ޣ�ί�н��˜ʵęz�z�y�C�������õ�����Ӌ�����캸�ӽ��^�M���a��z�z�y��ᘌ�����r��������Ҫ���������ܵ��г�Ҋ�ăɷN��������Ӌ�ęz�z�y�����M�з���̽ӑ��
4.1 ISA1932 ��������Ӌ�z�z�y����̽ӑ
�˷N����Ӌһ�㽨�h���Q�������бO�غ���2018��515̖����Ҫ��δ������O�z��ԓ�N����Ӌ���M���a��z�z�y���������ӽ��^ 100%�侀�� 100%���z�y���ǽӽ��^ 100%����z�y�����Ͻ�䓲��|���ӽ��^߀�����M��100%���W�ɷֹ��V������Ӳ�șz�y����Ҫ�r�M�н����z���õ� ISA1932 ��������Ӌ�����ڽY��ԭ��Ŀǰ���y�M����Ч���a��z�y��һ�㽨�hʹ�Æ�λ���Q����Ҫԭ����ISA1932 ��������Ӌ�Y�����أ��h�Ҷ̹��c������ϳߴ��L���^С��������߲錒�Ȳ��㡢ȡ����λ�����ޣ���Ҏ�侀�ͳ��z�y���y��Ч��ԓ����Ӌ���w���g�Č��ӭh���p�M��100%�侀��100%���z�y�����w�������£�
4.1.1 ���z�y����
��1����Ҏ�� B ���z�y
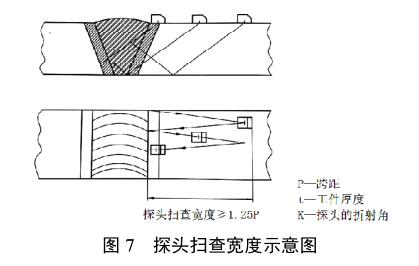
����NB/T 47013.3-2015 ��B���z�y�r���z�y���������w���z���p���ұ��C����̽�^�߲錒�ȣ�Ҋ�D 7��
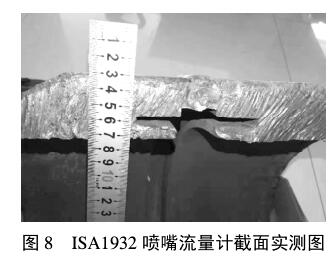
ij늏S�˷N����Ӌ���Ӻ��p̎�ĺ�ȼs 25mm��Ҋ�D8�����ܵ�Ҏ�� 273 × 11������I�ͺ��ӽ��^�����x��Kֵ������ 2.0-3.0 ��̽�^���������̌��`��һ���x�� K ֵ��2.5 ��̽�^���t�߲�^���ڻ���� 1.25P=1.25 × 2 ×2.5×25=157mm����ԓ����Ӌ���H�߲�^��ֻ��55mm���ң�Ҋ�D 9�������x�����Ҫ��ķdz�С K ֵ̽�^ K2 ̽�^�r���߲�^��1.25P=1.25×2×2×25=125mm����Ȼ�h�h���ڌ��H�Ē߲�^��ʹ�x��dz��O�˵� K1 ̽�^�����H�߲錒����Ȼ���ܝM��Ҫ������һ�β���ä�^�����β��߲錒�Ȳ��㣬��Ҏ���z�y���ܸ��w�����z�y�^�����^���H�F���{�飬���д�늏S�Ĵ˷N����Ӌ�����@�N��r���߲�^�������ƣ����ȡ���ܣ�Ҋ�D 9�������ĺ��pҲ���y�M�г��z�y�����Գ�Ҏ��B���z�y���y��Ч�_��100%�z�y��
��2����Ҏ�� C ���z�y
ij�о��C�����h���� NB/T 47013.3-2015 �� C ���M�Йz�y�����Ȍ����Ӻ��ӽ��^���ĥƽ����С��Ƭ�y��x�_����Ȳ��Y����Ȼ����ֱ̽�^������Ӌĸ�ļ����p�^���M�Йz�y����б̽�^�x������p��һ�β��z�y��̽�^�M���x���^�� K ֵ̽�^���@�N����ȱ�ݙz�����������^�ߣ��������β���׃����ȱ��λ�ÿ��ԙz�y��δ����δ�ۺϵ�ȱ�ݣ�����ԓ����Ҳ������Ч����100%�z�y����D9��ʾ��ȡ���ܸ����ĺ��p�Ǻ��y�M�г��z�y�ġ�
��3���������z�y����
�F���о��C����������TOFD�����ꇼ��g��ԓ�N����Ӌ�M�Йz�z�y�о����o�҂��ęz�z�y���������µĆ��l��ָ��������TOFD�����ꇼ��g���`���Ⱥ�ȱ�ݙz���ʶ��dz��ĸߡ�
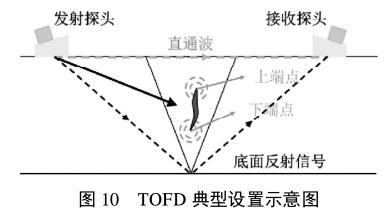
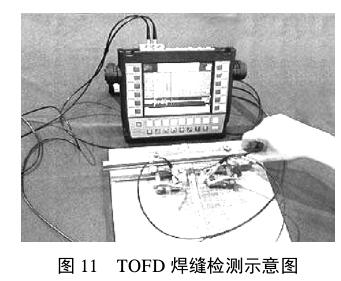
����ԓ늏S�ṩ������Ӌ�OӋ�Y���M�з���������TOFD�߲飬�����10M��3mm ��̽�^��70 ��Ш�K���߲鷽ʽ���x���ƽ�В߲顢�ɂȸ�һ��ƫ�÷�ƽ�В߲飬���p�ɂȒ߲��挒�ȑ��ʂ� 60mm ���ϣ������H�߲錒��ֻ��55mm ���ң����y��Ч��� 100%�z�y����Σ�ԓ�N��������Ӌ��ȡ���ܲ����ڃɂȭhʽ�̹������gλ�ã���λ���нǺ��p�����Ӻ��ӽ��^��ȡ���ܣ���D 9��ʾ������TOFD �z�y����һ�lһ��̽�^������ģʽ����D10���D 11 ��ʾ�����y��Ч����̽�^�����Ҳ��יz���M��ȱ�ݣ����y��Ч���100%�z�y��
—
���ꇳ����g�����f���҂��z�z�y��һ헸�����Ч�ʸߡ�ȱ�ݶ�λ�ʴ_���z�y�`���ȸߡ��z�y�Y��ֱ�^���؏��Ժá��Ɍ��r�@ʾ�ȡ����ǣ�����ԓ늏S�˷N����Ӌ�ęz�z�yҲ���y��Ч����100%�z�y����Y�����أ�������ȡ���ܸ����Č��Ӻ��ӽ��^������Ŀǰ����߀�]�д_�е�ȱ���u���˜ʣ�ȱ�ݵ��u���ɺ�ͬ�p���̶����������P��Ҏ���˜ʣ�����ԓ�N����Ӌ������h���^���Б��ӏ������g���ӭh���p�ıO�ܣ��@Ҳ�f���ˌ����M������O�z�ı�Ҫ�ԡ�
4.1.2 �侀�z�y����
����ij늏S�ṩ���OӋ�D���ͳ��S�C���Y�ϣ�������Ӌ�Ȳ����ڹ���Ԫ���҃Ȳ��Y�����أ�Ҋ�D 3���D 12���D13����Ҏ�侀 AB ���z�y���y���F�z�y�΄գ�ȡ���ܸ���Ҳ�o����Ƭ���P������ĵ�Ƭ�ϻ����ϛ]��Ӱ��
4.1.3 �YՓ
�˷N����Ӌ�ĸ�����ɱ������]��һ�㽨�h���Q�����Ⱥ��y�������g���ӭh���p��� 100%�a��z�y�����������Ӌ���w�z�y������ȱ�ݣ�ʹ�Æ�λ��Ҫ�f�{ͣ�t�����������ܵ������m���ضȺ�ԓ����Ӌ�Ĺܵ�ϵ�y�н��У�Ȼ��ϵ����S�ҾS������Ӌ����ϵ���b��˾������Ӌ�֏͵�ԭ��B���@���g�漰��ʹ�Æ�λ�������λ�����b��λ���z�C����֮�g�ąf�{��ͨ�Լ�偠tͣ�a���Ӱ푣��@�N��������̫�L����I�����ɱ�̫�ߣ���ȫ�[�����m�r�g̫�L�������˷N����Ӌ���ߴ˷N����Ӌ���w�z�y������ȱ�ݵ���r��һ�㽨�h���Q��������I��ԓ����Ӌ���ñO�ش�ʩ��ͬ�r�M��ϵӆُ����Ҫ�������Ӌ�m�r���Q���b���M���ܵĜp�ٸ�����ijɱ����Լ�ͣ�t������Ӱ푣����r������ȫ�[����
4.2 �L����������Ӌ�z�z�y����̽ӑ
�˷N����Ӌ�����M���a��z�z�y�������бO�غ���2018��515̖����Ҫ�z�y�Ŀֻ�нǽӽ��^100%����z�y���ڌ��H�ęz�z�y�^���аl�F�˷N����Ӌ�ć��춨λ�N�����p��������Ѽy�����_�ѵĬF���䰸�����£�
����һ ��λ�N�_��й¶
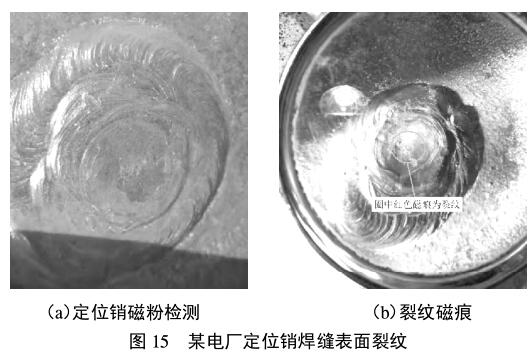
ij늏S�������ܵ�����Ӌ��λ�N�_��й¶���������Ѵ��������FƤ�ȱ����P�g���g���أ�Ҋ�D 14���˶��������ܵ���λ���c���������ʯ늏S�¹ʹܵ���̎��λ�����ƣ��������Ҹ�����
������ ��λ�N���p�����Ѽy
ij늏S�������ܵ�����Ӌ��λ�N���p�������Ѽy����ĥ�s 0.5mm ���Ѽy�������ŷۏ�̽�ϸ�[8] �������Ѽy��������������r����Ļ����Ѽy��Ҋ�D 15��
�YՓ���˷N����Ӌ�ڙz�z�y�^���У����H�HҪ���ǽӽ��^�M�� 100%����z�y��߀Ҫע�������c��
��1����ԓ����Ӌ����Ķ�λ�N���亸�p�����M�б���o�p�z�y���^���Пo�Ѽy�����_�ѬF��
��2����ԓ����Ӌ����Ķ�λ�N�����p�����M�й��V������Ӳ�șz�y���_�J��λ�N�IJ��|��ʹ�õĺ��ĺͺ����̎���Ƿ�����OӋҪ��
5 �� �Y
��1��Ŀǰ�վ偠t�������ܵ���ʹ�õć�������Ӌ��Ҫ���� TSG GOOOl-2012��GD2000��GB/T 2624-2006��IS05167-2003��GB/T 16507 ��ˮ��偠t�����бO�غ���2018��515̖���M���OӋ�����졢�z
��2����ij�о��C���yӋ���ܶ�δ���^����O�z��ISA1932 ��������Ӌ�����ڲ�ͬ�̶ȵ�δ�ۺϡ�δ����Σ����ȱ�ݣ���ȱ�ݺܿ����ǁ���������h�������OӋ�ρ�������������Ӌ���b���g϶���ܷ��Ϻ��ڽM���Ę˜�Ҫ�����|�����Եõ����C����Ҫ������Ӌ�����^���Ќ������|��ȱ���O�ܣ��@�f���ˌ��վ偠t�������ܵ���ʹ�õć�������Ӌ�M������O�z�ı�Ҫ�ԡ�
��3���L����������Ӌ���a��z�z�y���ӏ��Pע�䇊�춨λ�N���亸�p����ęz�z�y���^�����Ƿ����Ѽy������������ȱ�ݣ��_�J��λ�N���|�����ġ���̎���Ƿ�����OӋҪ��
��4�����õ�δ���^����O�z�� ISA1932 ��������Ӌ�����ڽY��ԭ�����I�C�ϳɱ����]��Ŀǰ���y��Ч�Č����g���ӭh���p�M�� 100%���a��z�z�y��һ�㽨�hʹ�Æ�λ���Q����ʹ���е�����Ӌ�ӏ��O�أ�ͬ�rӆُ����Ҫ�������Ӌ�m�r���Q���b��
��5��������̽ӑ�ć�������Ӌ�ęz�z�y������Ȼ��Ҫ�_չ���V�����о������߹P��ˮƽ���ޣ����в���֮̎��Ոָ����
�������ߣ� �f���A ���³� �O ��
ɽ�|ʡ�طN�O��z��о�Ժ�R�ʷ�Ժ
ɽ�| �R�� �]�� 276000