ժ Ҫ����ˮ����b�O���cˮ��ݔ���O��֮�g�����O��һ�����g�}���龏�_���Է�ֹ���b�O��Įa(ch��n)���cݔ���O���ݔ��������ƥ�䡣������ӑՓ���ǣ����b��λ�_�P�����g�}��λ����ģʽ�ڌ��H���Õr������ݔ���O���ݔ�������c���g�}������ƥ�䆖�}���Լ������T�IJ������}����ͨ�^���H�{(di��o)ԇ�_����CЧ�����Ķ�����һЩ�c��λ�_�P�������P���_�P�˶����O�úͿ��Ƴ�����{(di��o)����
�ڰ�(li��n)���ծa(ch��n)�f��ˮ�����a(ch��n)�� ABMC �Ŀ���b܇�g���{(di��o)ԇ�^���У�ˮ����b�C���ς}������ÿ�_���b�C�����Ϸ���ÿ���ς}�b������ E+H ���ʽ�����λ�_�P������λ��
������λ�_�P��������������λ�ã��քe�����λ������λ�߸���λ������λ�r�M�ϣ�����λ�r�Pˮ���������y���߸���λ�Ǟ��ֹ��������ļ�ͣ��λ���߸���λ�_�P�����r����ˮ���������y�T���՚�б�ۡ�Ƥ��ݔ�͡������C��һֱ���ς}�ϵ���ӺYȫ��ֹͣ�����������B�ׂ����H�{(di��o)ԇ�^���������Ć��}�ͽ�Q������
1 ��λ�˶�
�{(di��o)ԇ���̎����{(di��o)ԇ�^�������l�����ϣ���˼����\���Ԅ������O�䡣���������һ�N�}�w��˶��ķ������˶����g�}����λ�_�P���{(di��o)ԇ���̎��b�˰�Ͱˮ�࣬�ڂ}����Ͱ��ˮ����|��λ�_�P��̽�^���˶����{(di��o)ԇ���õ���һ���}�������_�P�����\�к��l���l(f��)��ˮ����������ϸ����ϰ��b�ٶȵĆ��}���S���{(di��o)ԇ���̎�����(j��)��λ�_�P�Ĝy���͈�ԭ�������M���˂}��(n��i)ˮ������˶����^�쵽ˮ���������|̽�^�r���|���������I���˻�M�ˣ��˶���F(xi��n)���\���^�죬�_�P�����ڽ��|ˮ���r����������
2 ����(sh��)�O��
2.1 �߈�͵͈���O��
�ڌ���˶��r�����l(f��)�����ϲ����r����r��ԭ���Ǹ߸���λ�_�P�����r��ݔ���O���ȫ��ֹͣ���Ԅ����ϳ���Kֹ����λ��Ҫ�����˶����F(xi��n)���^��l(f��)�F(xi��n)��ˮ������x���b�C���g�}�^�h���ܸ���λ�_�P����L�Ⱥ����g�}�}�����ޣ���ʹ�Ѹ���λ�_�P�{(di��o)���dz��ͣ��ڸ���λ�_�P�����������y�T�P�]��ݔ���O���ϴ��еĴ��������ԕ�ȫ���M�����g�}��(n��i)��ˮ��߶��c�߸���λ��Ȼ�ܽӽ������߸���λ�ӽ��}픣��]��������������{(di��o)�����錍�F(xi��n)�O��ķ�(w��n)���\�У����M���������λ�c�߸���λ֮�g�ľ��x����ˣ��҂��{(di��o)������λ�_�P�ĸ߈��c�͈��O�á�
E+H
���l���{��λ�_�P��̽�^�����w�r������߈����w�r������͈�Ҏ(gu��)�÷����ڸ���λ�r�O�ø߈��w̽�^����������λ�r�O�õ͈������w�����Ķ����ӿ����г̣��������Â}�������M���p���O�䆢�ӴΔ�(sh��)���O��p�ġ��@�ΰ��b���g�}�{(di��o)ԇ������λ�O�Þ�͈���δ���w�r�������Ķ����F(xi��n)��ǰ 200mm ����λ����߸���λ������һЩ���g������λ�O�Þ�߈���̽�^δ¶���r�������Ķ����F(xi��n)��ǰ 200mm ���ϣ����C���r���ϡ��@�N��r������ς}�����^С����ֱ���^���ԭ����ɸ���λ��֮�g�o�����_���x����һ�N����Ҋ��r�������_�P�ߵ͈��O�ã��{(di��o)���г̣����H�\��Ч���^�á�
2.2 �y��ԭ���f��
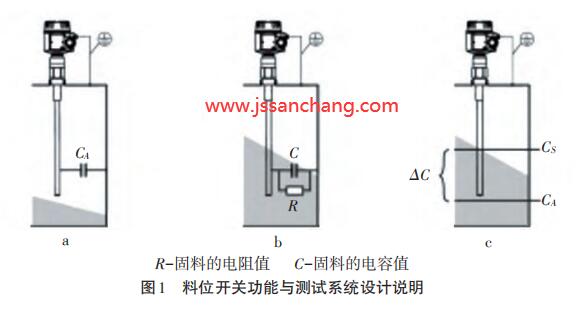
�ڷ����_�P�Ą���ԭ��r���҂����f�����аl(f��)�F(xi��n)��һ�����}����Ӣ�İ���f�����y��ԭ��һ��У�ԭ���ǣ�The limit switch switches when the capac⁃itance Cs specified during calibration is reached. �����f�������g��“�ژ˶��^���У������ֵ�_���O��ֵCs�r����λ�_�P�������”����������֪�����ʽ���l���{��λ�_�P�nj����w���ϵ���λ׃���������̽�^�c�ޱ��g�����ֵ׃���M����λ�y���Ϳ��ơ������^�˺͝M�˵Ę˶����������H�Ǟ����O��ݔ���O��Ć�ͣ�c��Ҳ������λ�_�P�Ą���ֵ�������@��Ӣ�ĵķ��g��ԓ��“�����ֵ�_���ژ˶��^�����O����ֵCs�r����λ�_�P����”�����l���{��λ�_�P�����c�yԇϵ�y(t��ng)�OӋ�f��Ҋ�D1��
3 DCS������
���O���\��һ�Εr�g���F(xi��n)����λ�r�O�䲻ͣ�C�IJ�������r����ɸ߸���λ������ȫ��ݔ���O�䎧��ͣ�C����(j��ng)�z�飬����λ�_�P�����`�����]�І��}�����}���F(xi��n)���O�䄂���_���ĕr�z������l(f��)�F(xi��n)�������OӋ��ϵ�y(t��ng)�ڙz�y������λ�½��ؕr��ֹͣˮ���������y�T���������b�O��ͣ�C�r��������g�}�����_���M�Ϡ�B(t��i)���˕r����λ�_�P����ݔ����ϵ�y(t��ng)�z�y������λ�_�P��̖�½��أ��P�������y���˕r���a(ch��n)ֹͣ������O��ͣ�C��������һ���O���_�C�r���������g�}��̎�ڸ���λ����λ�_�P�^���ݔ���ѽ�(j��ng)̎��0��B(t��i)����̖�������F(xi��n)�½��أ�ϵ�y(t��ng)�z�y������̖�½��أ����Ԏ��������y�_����������ϡ�ȥ��DCS�����и���λ��̖���½����}�_�����Ŀ����ʹ�Ô�(sh��)�º���\���У���δ���^������r��
�y��ԭ�������ʽ��λ�z�y�Ĝy��ԭ���ǣ����w���ϵ���λ�ߵ�׃������̽�^�����w�^(q��)���С�l(f��)��׃�����Ķ��������ֵ�l(f��)��׃����̽�^�c�ޱڣ���늲����Ƴɣ�����һ����ݡ�̽�^̎�ڿ՚��Еr��Ҋ�D1a�����y��������һ��С��(sh��)ֵ�ij�ʼ���ֵ�������w��������ע��r�����ֵ���S̽�^�����������w�^(q��)����e�����Ӷ����������D1b���D1c����
�ژ˶��^���У�������_���O��ֵCS�r����λ�_�P������������⣬�����ζε�̽�^���������|(zh��)ճ���Լ��^���B��̎�������y����Ӱ푡������Ԅ�ճ���a�����ܵ�̽�^�Ɍ�̽�^���^���B��̎�Ľ��|(zh��)ճ���M���a����
4 �Y(ji��)�Z
��1����λ�_�P�Ę˶����O����ֵ���^�̣����M�����ø��ӽ����H�\����r�Č���˶����Ա��C��ֵ�Ĝʴ_�ԡ�
��2����λ�_�P���O�ã�������г̿������m���{(di��o)��
��3������λ��ͣ�C�����^�̺�ͨ����ֹͣ��̖һ�ӣ����m�ϲ����½��ػ��������}�_��������ơ�
������λ�_�P�O�û��� DCS �����\�ò��������ˮ��������}�l���l(f��)�����������g�}�M�Ͽ����ژ��潛(j��ng)����Mˮ�࣬�Еr��������ӺY�������Cȫ���������������O����Ҫ���M���������͕r�g����λ���˹������dz���ͬ�r������λ�_�P���������r�������ٶȸ����ϰ��b�ٶȵ���r����Ӱ푰��b�a(ch��n)�������ԣ�һ�������OӋ�ϑ����]���g�}�������ڿ��ƣ���һ�����пز����ˆT������(j��)���b�C�\�Ќ��H�����ݔ���������������y�T��(sh��)�����_�ȡ�








������Ӌ")

������Ӌ")
���аl(f��)�x�����������I(y��)�Ԅӻ�����")