����ASME B16.5���dz����õķ��m����ǣ������i�����ף��в庸����ӣ��ݼy��ä�巨�m��
���m���
�����棬�����ҵ��N��͵ĺ����f���Ͷ��x��������Ԕ���ĈD��
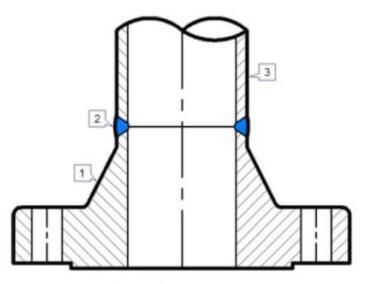
�����i���m
�����i���m���������L���F��ݞ���R�e��ԓݞ��u�Ĺܵ���������쵽�ں�
�L�F��݆ݞ�ṩ����Ҫ�ļӏ����������漰�߉��������º�/��ߜصĶ�N���á����ɾ���Û��������׃������ķ��͏����ėl���£��ķ��m��ȵ����F��Ӱ푵Ĺܵ���ܼ��ں��ƽ���^�ɷdz����档
�@Щ���m���@�׳ߴ��c�䌦�ܻ�����ăȏ���ƥ�䣬��˲������ƮaƷ���ӡ��@���Է�ֹ���^̎���������p�ٸ��g������߀����ͨ�^�F��݆ݞ�ṩ��ɫ�đ����ֲ������ҿ����p�ɵ��M���侀�������M��̽����
�@�N���m��͌�ͨ�^��ȫ��V�ͺ������Ӻ������ӵ��ܵ�������ϡ�
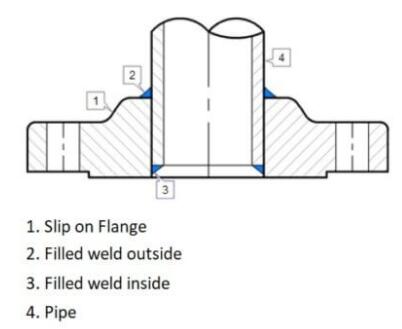
�����m
�ڃȲ������£��Ļ���ʽ���mӋ��ó��ď��ȼs�麸���i���m������֮������ƣ�ډ����s����ߵ�����֮һ��
�c�ܵ����B����ͨ�^2���Ǻ��p��ɵģ��ڷ��m���ⲿҲ����ˡ�
�ں����^���У��˿��g�DZ���ģ�����p�ķ��m�档
���m��ȱ�c�ǣ�ԓԭ���������ȱ�횺��ӹܵ���Ȼ�������������m�c���^���m�c��ͨ�ĽM���Dz����ܵģ��������������]�йPֱ��ĩ�ˣ��o����“����ʽ”���m����ȫ���ӡ�
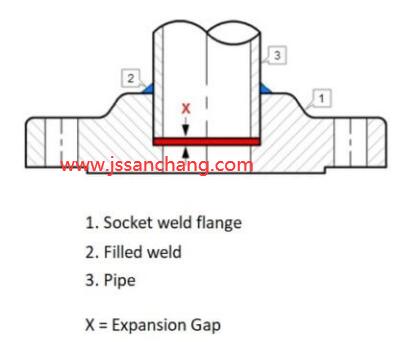
�в庸���m
�в庸���m�dz������_�l����С�߉��ܵ����������o�B���ȵ��ڻ���ʽ���m������ƣ�ڏ��ȱ��p�غ��ӵĻ���ʽ���m��50����
�c�ܵ����B��ͨ�^���m�ⲿ��1���Ǻ���ɡ������ں���֮ǰ������ڷ��m��ܼ��c�ܵ�֮�g�������g��
ASME B31.1 1998 127.3���Ӝʂ䣨E���в庸���ӿ����f���ں���ǰ�Ľ��^�M�b�У��������ӻ���Ӳ��뵽�в�ڵķdz�����ȣ�Ȼ������s1/16Ӣ�磨1.6���ף� ���h�x�ܵ�ĩ���c�иC�粿֮�g�Ľ��|��
�в庸�p�ĵײ��g϶ͨ���Ǟ��˜p�ٺ��p���������^���п����ں��p�����a���Ě���������ԓ�D�����@ʾ����Û�p��X���ȡ�
ԓ���m��ȱ�c�DZ��Ҫ����һ�����g϶�����ڸ��g�ԮaƷ����Ҫ�ڲ��P䓹ܵ�ϵ�y�У����ܵ��ͷ��m֮�g���Ѽy���a�����g���}����ijЩ�^���У�Ҳ�����Sʹ�ô˷��m���Ҳ����@����Č��ң������ڻ��W�ϣ������l�F�ܶ����P���g��ʽ����Ϣ��
ͬ�ӌ����@�N���m����ԓԭ��ʼ�K�������ȱ�횺��ӹܵ���Ȼ����������