












© 2016 ������� http://www.links-u.com/
��ַ�����Kʡ�����н�����I�@�^
�Ԓ��0517-869983260517-86998328
�֙C��18952302362
���棺0517-86998327 �䰸̖���KICP��13015369̖-2
ϵ�҂�
0517-86998326


��������-��ע�x���x���аl�c����Focus on Pressure Sensor Manufacturing for 15 Years.

ժҪ:��������ĥ���ż����ʹ�þͱ�ĥ��й©, ���ż���ȏ����Д�, ����ʹ��, �@�������_���ʹ��ѻ������ܜضȜy ����һ���y�}�� ���ʯ�ͻ������S���^5 ���IJ���̽���c���M, �^�õؽ�Q�˴��y�}, ������ʹ�õ�����ĥ���ż�ѽ��@�� ��
1 ���}���Ɂ�
���ʯ�����S 1.4 Mt/a ���ʹ��ѻ������� ����ʽ������, �������M�Ϟ鳣�����ͼ��͝{, �� ���Ȟ� 18��1 �������܃ȹ�ˇ���|�ǚ⡢Һ�������� �Ļ����, �����܃ȹ�ˇ���|���ٿ�( 12 �� 16 m/ s) , �ضȸ�( 500 �� 650 ��) , �����ٶȿ�( 2 �� 4 s) �� Ŀǰ, ��������ѻ���ˇ����ͨ�^�y���������� ��ͬ��λ�Ĝضȁ��Д�ʹ_�������܃��ѻ����� �Ġ�B�c�^�̡����, �����ܜضȌ��r�ɿ��Ĝʴ_ �O�y��ָ�����aƽ������, ���C�aƷ�|���c����, �_�����ѻ��b�ð����L�����a����Ҫ�ֶ� ��
ԓ�S�� 1984 ���_���ԁ�, ����������ĥ�� �ż����ʹ�þͰl��ĥ��й©, �@�������_ԓ�S�L ���ڰ�ȫ���a�Ĵ��y�}���� 5 ���, ���^ԓ�S���� ��̽���������c���M, ͻ����“�L������ĥ”��“�� ©”�ɴ��y�P, ��Q����������ĥ���ż�L���ڰ� ȫ�\�е��y�}�����Ľ�B��ԓ�S���a�_���ԁ��� ������ĥ���ż��ʹ����r, �Լ����Ƹ��M�^���c ʹ��Ч�� ��
2 ��������ĥ���ż��ʹ�øśr������M
2.1 ��������ĥ���żʹ�øśr
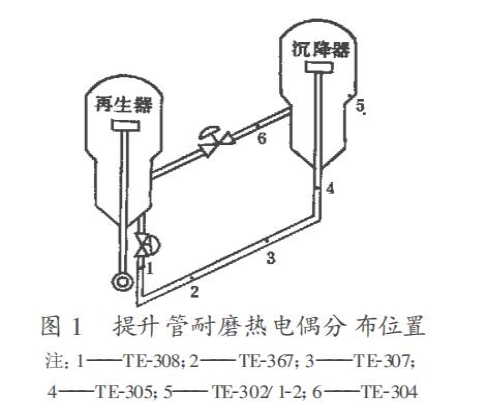
��ĥ���ż���������ϵİ��b�ֲ�Ҋ�D 1 �� ʾ, ���� :TE-302 �������ܷ��������ڜy�؟�� ż, ĥ�p�̶��^С;TE-367, TE-307, TE-305 ������ ���A��Ρ������Ο��ż, ĥ�p�̶��^���� �� 1984 �����a�_���ԁ���ʹ����rҊ�� 1 ���� ��
2.2 ��������ĥ���ż��̽���c���M
1) ���ڑ����A��( 1984 �� 1994) �����rԓ�S�� �ͼӹ�����, ԭ���͞���ԭ��, ���a�����^��, ��ʹ ����ͨ����ĥ���ż�^����Ϳ��̼���uӲ�|�Ͻ�, ����һ���� 2 �� 7 ���� ��
2) �����cԇ���A��( 1994 �� 1996) ���S������ �����ʹ��ѻ���ˇ�ĸ��M, ����������ĥ���ż���L���ڿɿ��\������˸��ߵ�Ҫ��, ���ȸ���� �ż���a�S��Ҳ�����^�Ƴ��˸��Ե���ĥ���ż, �����H���Ås�]���_���A��Ч����ԓ�S�Y�����a ���H, 1994 ���cһ����Ӳ�|�Ͻ��S����, �����_�l��“����ȫ̼���u����ĥ���ż�^”, ��ĥ�͜����� �O��, ���^���ɫ�����^�F���b��ԇ�Ƴ�“������ ��������ĥ���ż”��ԇ�ú�ԓ���ż�]�аl��ĥ �pй©, ���z�鲢�������b��, ʹ�É������_ 2 �� 3 ��, ��ȫ���ԝM�����ʹ��ѻ��b���L���ڰ� ȫ�\�е�Ҫ��Ŀǰ, �@�N����ĥ���ż�ѫ@��
3) �ƏV�����A��( 1996.4 �� 1998.4) ���������� �Ⱥ�ʹ���� 4 ֧�� 6 ֧����ĥ���ż, �Y������, ���wЧ�����_�����L���ڰ�ȫ�\�е�Ҫ��
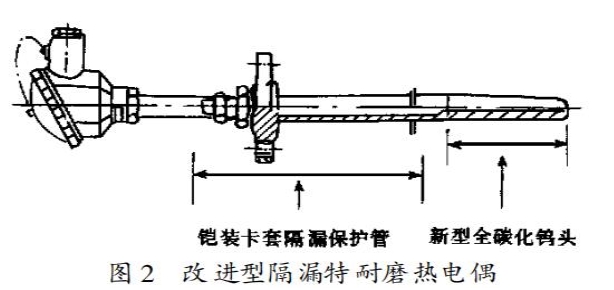
4) ���M�c����A�Ρ� 1999 �� 4 �´��ѻ��b ��С�����g, ����������ĥ���ż�M���˙z��, �Q ���� 5 ֧���M�͵�“��©����ĥ���ż”( Ҋ�D 2 �� ʾ) , ��Q��й©���} ��ǰ�ڵ�����ĥ���żʹ�� ��ԭ���ķ�©���g, ����ĥ���ż�l��ĥ��й©�� �˞錢��“�����Д��y”�����P�], �Д����ż�z, ��סй©ͨ��, ����“�����Д��y”�Ǒ����Д���, �ܷ�Ч������, ���ֹ�B�����, ߀����º���� ��, ���Mһ����ȫ���o̎������“���M��©���� ĥ���ż”������“�z�b����©”���g, ��ԭ���� “��©”�D������“�A��”�c“��©”, ��©�������_ 1 MPa, ʹ��й�F�����h�����l�� ��
1999 �� 6 �������������õ� 5 ֧“���M��© ����ĥ���ż”����ʹ����r���� ��
3 �Y���Z
��������ĥ���ż�L������ĥ���}�������_ ���ʹ��ѻ��b�ð����L���a��һ���y�}, ���^ԓ �S�ͅf����λ���Ϲ��P, ���^�õؽ�Q���@һ�y �}��Ŀǰ߀��һ���֟��͏S���ÿs�̟��ż���� ��ȵ��k��, �Ԝp�ٟ��ż�^����ĥ�p, �����ܼ� �r�挍�ط�ӳ���������Ĝض�, �����M��©���� ĥ���ż�����·f���õă�������, �،��õ��ƏV ���� ��
��ԃ�ᾀ
0517-86998326
© 2016 ������� http://www.links-u.com/
��ַ�����Kʡ�����н�����I�@�^
�Ԓ��0517-869983260517-86998328
�֙C��18952302362
���棺0517-86998327 �䰸̖���KICP��13015369̖-2
0517-86998326