












© 2016 ������� http://www.links-u.com/
��ַ�����Kʡ�����н�����I�@�^
�Ԓ��0517-869983260517-86998328
�֙C��18952302362
���棺0517-86998327 �䰸̖���KICP��13015369̖-2
ϵ�҂�
0517-86998326


��������-��ע�x���x���аl�c����Focus on Pressure Sensor Manufacturing for 15 Years.

ժ Ҫ�������� E+H ��˾���a�� NMS 5 ���ŷ�ҺλӋ��������B���ŷ�ҺλӋ�Ĺ���ԭ�������c������̎�����������ŷ�ҺλӋ����ϩ��ϩ��S�o�^���������F�Ĺ��ϺͰl�F�Ć��}�M����Ԕ���U��������˃�����ϩ��ϩ���ʹ���ŷ�ҺλӋ�ڰ��b���x�ͺ;S�o�^���е�ע����헣�ͨ�^����ϩ��ϩ��ޑ��Ì��`���C���ŷ�ҺλӋ�ķ����ԺͿɿ��ԡ�
����
�ޅ^���\�������c��ֱ��Ӱ����a�b�õ����aؓ�ɣ��ǻ������a��I������֮�ء����ڻ������a�b�ùޅ^�������ԡ�Σ�U�ԣ����x���ķ����ԺͿɿ��Ա������b�����˸��ߵ�Ҫ�����������a�^���У��O�䌣�I�����w�z�����ڞ� 6 �꣬���ԃx�����\�����ڃȲ��߂���Q���l�����\�Еr�g��횴��ڹ��w�z�����ڡ��ޅ^�����a�^�̲����s����Һλ�O�y�����dz���Ҫ��������ޅ^Һλ�y����Ҫʹ�����_ҺλӋ��������sҺλӋ���ŷ�ҺλӋ���ʽҺλӋ�Ȳ�ͨ�y�����ҺλӋ��������ͬ�Ĝy��ԭ���ͷ�����ÿ�NҺλӋ�����������ă�ȱ�c���m�ù��r��
������ E+H �ŷ�ҺλӋ�y����ϩ��ϩ���|���������YE+H �ŷ�ҺλӋ����ϩ��ϩ��ޑ�����r�;S�o�^���г��F�Ć��}������ԭ������A���Ա��B�ŷ�ҺλӋ���Ա��ְl�]�ŷ�ҺλӋ�y���^���и߾��ȡ��߰�ȫ�Եă��c���_��ϩ�N�ޅ^��ȫ�ɿ��\�С�
1 �ŷ�ҺλӋ����ԭ��
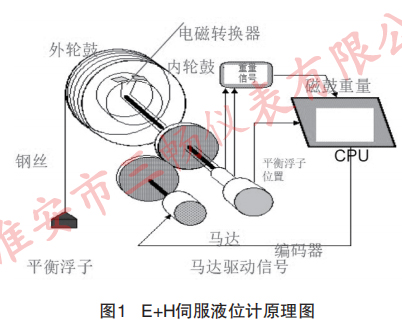
�ŷ�ҺλӋ�Ĝy��ԭ���ǻ��ڰ�����ԭ������ƽ�������ƽ��ԭ���M�Мy��Һλ׃���������� E+H �ŷ�ҺλӋ����ԭ�������Ԕ���f���乤��ԭ�����Y����E+H �ŷ�ҺλӋ�ɸ��ӡ�䓽z����݆ݞ�����M늙C��CPU �ȽM�ɣ���D 1 ��ʾ�����ӣ�ֱ�� 30mm �� 70mm���Ғ찲�b�ڜy��䓽z�ϣ��y��䓽z�p�@�ڼ�����݆ݞ�ϣ����������^���У�ƽ�⸡������׃��ʹ��ݞ�д������ذl��׃������ݞ�������ذl��׃����Ӌ��݆ݞ�����D�Δ����Ķ�Ӌ��y��䓽z���ƄӾ��x���ɴ˵ó�Һλ׃�����c݆ݞ�⚤��ȫ���x����ϴ��F��݆ݞ���D ������F�B����݆ݞ���ȴ��F�B������늙C���ȴ��F���D��������������F���D������݆ݞ���D ���y��䓽z�ϑҒ�ĸ�������������F�Ϯa�����أ����´�ͨ���l��׃�����ȴ��F�ϵ�늴ł������z�y݆ݞ�еĴ�ͨ��׃������������������̖��ݔ�� CPU ��늙C������ʹ��������̖ʼ�K���֞��������_�����O��ֵ�������½������|Һ�w�r���ڸ��������¸��������pС�������������y������׃���Ķ�������ϴ��F�ϵ�Ť�ذl��׃������ͨ�^�����������y����Ť�ص�׃�����l����늙C���ƻ�·���S��Һλ�������½�����늙C�{������λ�ã�ʹ�ô����D���a���B�mӋ��݆ݞ���D���ʴ_�y�����|Һλ���@�N�������صęz�y�����Ӹ����ęz�y�dz��`�����y�����ȷdz��ߣ������ŷ�ҺλӋͨ�^�@�ӵ�ԭ��y����ϩ��ϩ���Һλ�����P���� [1]��
2 �ŷ�ҺλӋ���c
1���ŷ�ҺλӋ�����pͨ��ݔ��ģʽ��������ײ���ȫ�^���b�����@ʾ�x����������ˆT����ރ���ϩ��
ϩ�����Oҕ��
2���ŷ�ҺλӋ��һ�N��ܙz�y�x��������ģ�K���OӋ���ɜy��Һλ����λ�����|���صȅ��������зdz����Ĕ���̎��������
3���ŷ�ҺλӋ��һ�N�߾��ȹ��b�y���x������Һλ���ȿ��_�� ±0.7mm��������Ӌ���������Һλ�y���еõ��ˏV���đ��á�
4���Cе���Ӳ����٣��S�����٣��� E+H �S�����aNMS53 ���������� LCD ��Ļ�A���@ʾ���ܣ��ɿ��Ըߡ�
5�������O���о����|�cݔ�����ܣ������ڸߵ�Һλ���_�P�����c�i��
6�����оS�o�^�yǻ�����F���Ͽ����^�yǻ�^�y�����c�y��䓽z�B�Ӡ�B�������\����r��
7��3 ������ʽ���I���o�O�Å������o����_�Ӿ����w�B���ֲ�����
8�������A�\��ܣ����F���S�o�ˆT���оS�o�A��ʾ���ܣ��縡�ӡ��y��䓽z��CPU ���F���ϣ��ɿ��ٷ�ӳ�����c������S�o�ˆT���ҹ��ϡ�
3 �ŷ�ҺλӋ���x�ͼ����bע�����
�ŷ�ҺλӋ�ڽ��O�����x�ͺͰ��b�dz���Ҫ�����x�Ͳ������b�e�`�ں��m���a�S�o�^���Е����y�����ʣ����ؿɌ����ŷ�ҺλӋ�p�� ��ʯ�ͻ�����ϩ��ϩ���Һλ�y��һ��ʹ�� E+H ���a�� NMS 5 ���ŷ�ҺλӋ�ͻ����f�����a�� Enraf ���ŷ�ҺλӋ�y��Һ�w��ϩ��ϩҺλ���dz�������Ҳ�в��և��a������Ʒ���ŷ�ҺλӋ����ϩ��ϩ��õ����ã������� E+H ���a NMS5 ���ŷ�ҺλӋ����Ԕ���U�����x�ͼ����bע����헣��M���ܱ����ŷ�ҺλӋ���b���y�����ʵĆ��}��
3.1 �ŷ�ҺλӋ���x��
1���ŷ�ҺλӋ�x�Õr�����ȿ��]�乤ˇ���r�ͽ��|���ԣ��y�����|�ܶ��˴��ڻ���� 0.45g/cm3 ������y���r���ɷNҺ�w���ܶȑ��㶨�����ܶȲ���ڻ���� 0.15g/cm3��
2�������ŷ�ҺλӋ�Ĺ���ԭ����֪���ŷ�ҺλӋ�ɸ���̽�yҺ��������������������γ�ƽ�⣬��Һ�B��ϩ��ϩ�M�������a�����ӻ����������ӕ��S��Һ��΄ӣ�Ӱ�Һλ�Ĝy���������OӋ�x�͕r���x���b����ܡ�
3��Һλ�ǹޅ^��Ҫ�O����֮һ��������M��ʹ��Ҫ��һ����r�Oҕʹ�þ��_�Ȳ��˵��� ±5mm ��Ӌ�������_�Ȳ��˵��� ±3mm[2]��
4��������ϩ��ϩ�ޅ^ȫ��������ȼ�ױ��^����˷����ȼ���횝M��F��ʹ��Ҫ��һ����r�ŷ�ҺλӋʹ�ø����ͣ������ȼ������OӋҪ���x�� dIIBT4-6 ���ɡ�
5����ϩ��ϩ��ް��b���ŷ�ҺλӋ���ڿs��ǻ���^�yǻ֮�g���b�S���Д����y���l�y��
6�� �� �� Һ λ Ӌ �� �x �� 220V AC �� � � ���� ݔ ��4mA �� 20mA �� HART �f�hݔ����̖��
3.2 �ŷ�ҺλӋ�İ��b
1���ŷ�ҺλӋ���b���_�c��ֱ��Ӱ��ŷ�ҺλӋ�Ĝy�����ȣ��猧��ܺ͜y��䓽z�IJ���ֱ��ֱ��Ӱ��ŷ�ҺλӋ�Ĝy������ ������ܵİ��b�^���У�ʹ���U�N�z�鴹ֱ���Ƿ�M��Ҫ��
2�� ����ܰ��b�^����Ҫ���C����ܺ��pƽ������������@�וr���p���_�ף����Q���_��ֱ����С�� 15mm�����z��ăȱ���o����ë�̡�
3���ŷ�ҺλӋһ��ͨ�^���m�c����M���B�Ӱ��b������c���m�gͨ�^�̹ܺ��Ӱ��b���ں��Ӱ��b�^���У��䷨�m�Aбƫ�Dz������^ 1°�����⸡���������^���������̹܃ȱڣ���ɸ���Ó�� [3]��
4�����ΰ��b�ŷ�ҺλӋ���߸����O��r����Ҫ��Ӌ�����ӵ��������w�e��Ȼ����_݆ݞǻ�⚤����݆ݞǻ��ȡ��݆ݞ��ȥ��݆ݞ�ϱ��o䓽z���z�������y��䓽z��һ�ε�݆ݞǻ�ȣ������Ӓ쵽�y��䓽z��С�h�ϣ�ע��̶�݆ݞ�����o�Üy��䓽z���D��݆ݞֱ���˶�ǻ���Կ���䓽z�ϵ�С�h���P�]݆ݞǻ�⚤��
5�����b�^���У��ŷ�ҺλӋ���m�c�ܱڶ̹�����500mm���@�ӿ��Ա��C��ϩ��ϩҺλ�y�����ܭh���ض�׃����Ӱ푣��dz�С�y��Һλ���O�ø�����ֹͣλ��ֹͣλ����λ���M�Ͽ� 500mm ���ϣ��@�ӿ��Է�ֹ��ϩ��ϩ�M�ϕrֱ�ӛ_���ӡ�
6���ŷ�ҺλӋ���ڹ�픰��b������ھS�o���^�y�����b�ڹ��ƽ�_�������߷�������֮̎��
7���ŷ�ҺλӋ���b�^�����⚤��횾͵ؽӵأ��������c�������Թ�֮�g������_ʹ�� Y ���ܷ���^ [4]��
4 �ŷ�ҺλӋ��ϩ�N�ޅ^�����г��F�Ĺ��Ϻ�̎������
E+H ��˾���a NMS53 �ŷ�ҺλӋ���� LCD ָʾ��壬���F����������@ʾ��ǰ���Ϻ͚vʷ���ϣ��S�o�^���и������ϴ��a�M���Д��ŷ�ҺλӋ���F���ϵ���ͼ�̎������������ϩ��ϩ��S�o�^���У�
��Ҫ���F������� ��
���Ϸ���̎�� ��E+H �ŷ�ҺλӋ NMS53 �;����^�������\��������������Ϣһ����rÿ���M��һ�ν����@ʾ��ͨ�^��ꇲˆ��M���L��������Ϣ [4]����������Ϣֻ����̎���^�̵ą������S�o�^���г��F�״Ώ����^���^С���ϣ���Ҫԭ�����������̎������ ��
4.1 LCD����䓽z�����^��
�F�������J�鸡���c����܃ȱ��g��С���ڳ��ڰ��b�^���Ќ���׃���ë�̣���ɿ����ӵĹ��ϡ�̎���^���У���ጷ��^�d������Ȼ��ʹ�ù���ʽ���o�M���½��������������^�yǻ�����y��Һλ���������ϡ�
4.2 LCD����䓽z�����^���Ә˶��e�`����
�F�������ŷ�ҺλӋ���\��һ�Εr�g���y���|𤸽�ڸ��ӱ������䓽z݆ݞ�ϣ����y���`���䓽z�������ӈ�
̎������ ���Ȍ������������^�yǻ�ȣ��^�y������r��ϵ��ˇ�ˆT�P�]�Д��y�T��й����z��䓽z��݆ݞ��r����Ҫ��r�£������ŷ�ҺλӋ���𤸽�����У����M�����˶��������z���������bͶ�á�
4.3 LCD����䓽z�����^С
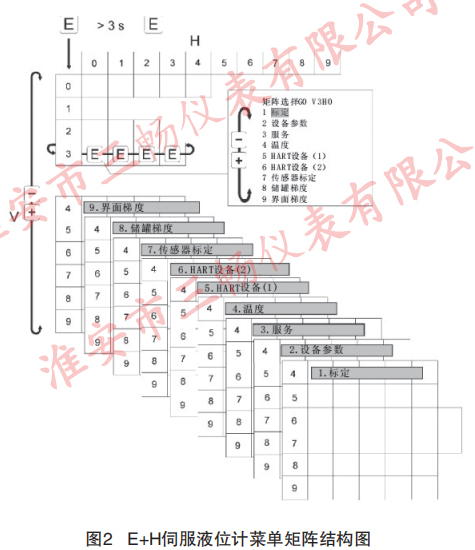
���F����϶���ԭ��鸡��Ó����ɣ�̎���茢䓽z��������݆ݞ����ˇ�ˆT�P�]�Д��y���z��y��䓽z�����͜y��䓽z�����r�����y��䓽z�������ڜy�����̣�䓽z�o�Ɠp��r�£����Q�����M�������˶��ɻ��bͶ��ʹ�á������˶��^���У����ՈD 2 �ŷ�ҺλӋ���ʽ�ˆ��M�и��Ӻ͜y��䓽z�˶����S�o�^���У����Ӳ�ُ�����L���o�����r�£�ʹ�� Φ50mm ���P䓹��������ӣ��������������ڣ�250±5��g �����ȣ����˶���M��Һλ�y��Ҫ������������ʹ�� 10 �꣬�\��������
���Ϸ���̎�� ��һ����r�³��Fԓ����^�٣����F����ϕr���Ȳ鿴��ԃ����ˇ�ˆT�Ƿ���Ԕ�������ӣ��������؆������δ�������ɳ����ඨ�� CPU ��Ԫ�ϻ����ϻ�y��䓽z�����D 2G1VH63 λ��̎�O���ď������ޣ����Q CPU ��Ԫ�� LCD ��Ԫ���ɻ֏�������
5 �YՓ
ͨ�^�� E+H �ŷ�ҺλӋ�ĽY�����Ϸ����о���E+H�ŷ�ҺλӋֻҪ�M�㰲�bҪ����x�����_���t����ϩ��ϩ���ʹ���еĹ����ʷdz��ͣ��ճ��S�o����С������ԭ��������\�������^�L��䓽z�K�ϻ����ѡ����ӿ�����CPU��Ԫ���Ԫ���ϻ����y�����ʡ����ԣ����ŷ�ҺλӋ�����ڃ��M�ж��ڙz��S�o݆ݞ�͜y��䓽z������Ч�����ŷ�ҺλӋ�Ĺ��ϣ����C�ŷ�ҺλӋ�L���ڜʴ_�ɿ������\�У��M����ϩ��ϩ�ޅ^��ˇ�\��Ҫ��
��ԃ�ᾀ
0517-86998326
© 2016 ������� http://www.links-u.com/
��ַ�����Kʡ�����н�����I�@�^
�Ԓ��0517-869983260517-86998328
�֙C��18952302362
���棺0517-86998327 �䰸̖���KICP��13015369̖-2
0517-86998326