[ժ Ҫ] ���Ľ�B�˲��ʽҺλӋ�B�ӹܿڰ��b���b�������^�̣�ʹ�ýY�������@һ���b���H�p���˲���Ҫ�Ľ����pʧ����ʹ���а�ȫ�����㡢��Ч�����C�˰��b�ľ���Ҫ���_�����p��Ч����
2012�깫˾�麽��ij�������ˮ�����O��Ҫ���b
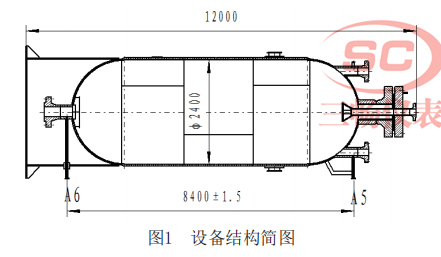
ҺλӋ�B�ӹܿڣ�ԓ�O��߶ȼs12000mm��ֱ��2400mm���O��Y�����D��D1��ʾ���O����ҺλӋ�B�ӹܿ����8400mm���Ұ��b�`��Ҫ����±1.5mm�ԃȡ�ҺλӋ�鲣����ʽ�Y�����c�O����B����ʽ�鷨�m�B��[1]����Y�����D��D2��ʾ�����ֱ�ӽ���ҺλӋ��λ�O���ϵ��B�ӹܿڣ��ڷ��Ͱ��\�����b�^���ИO��ҺλӋ�p�ģ�������Ҳ�����㣬������ȡ�κΰ��b��λ��ʩ�����ՈD������ֱ�����O���϶�λҺλӋ�B�ӹܿڣ����ڜy���`��B�ӹܿں���׃�ε�ԭ����ɰ��b�`��ƫ���^����ҺλӋ�c�B�ӹܿڟo���B�ӣ��Ķ��o��ʹ�á�����ڰ��b�^���У���p�ٽ����pʧ����߄ڄ�Ч�ʺͮaƷ�|�����OӋһ�����������Ρ������ҺλӋ���b��λ���b����ȫ�б�Ҫ��[2]�����ľ���ˮ�����O�䰲�bҺλӋ�B�ӹܿ����OӋ�Č��ð��b���b�M���˽�B��
2 ���b���켰ʹ��
2.1 �O�����w���b��ˇ
���O���M�мӹ��r�����Ȱ��ՈD��Ҫ��λ�O���Ͳ�w�c���^����ΰ��ՈD��Ҫ�����O��Ͳ�w�����^�ϼӹ������b�����ܿڵķ��m�c�ӹܡ����а��bҺλӋ�B�ӹܿڕr�����Ȱ��ՈDʾҪ��ҺλӋ���B�ӷ��m�ܿڣ��D1�е�A6�ܿڣ���λ���߶ȴ_������δ_��ҺλӋ���B�ӷ��m��λ�ã��D1�е�A5�ܿڣ������ڃɂ�ҺλӋ�B�ӹܿ�����^�h�����������ܿ�λ�ô_�J�^���ж���ʹ��ҺλӋ������p��ҺλӋ��������Ҫ�Ľ����pʧ�Ͱ�ȫ�[�������˱��C���b�ľ��_�ԺͰ�ȫ�ԣ����a�Б����ú��m���o�����b���_���@һĿ��[3]��
2.2 ���b�x�ķ���
�����칤�b�x�ĕr���M���͵��x�ģ���˾�܉��ṩ�F�еIJ��Ϸքe�а�ġ��ܲġ�����䓡���䓼���䓵ȳ���䓲ġ��ڴ_�����w���ϕr����횿��]�����c��
(1)�����B�ӷ��m��ֱ����150mm������4��ֱ����18mm�����ĈAֱ����90mm����˨�B�ӿף����ڰ��b�^���й��b�܉��c�B�ӷ��mͨ�^��˨�o����һ�𣬱���x�����һ�����ȵIJ��ϣ��������ijߴ��������ϼӹ�ͬ�Ӵ�С�͔�������˨�ס�
(2)���ԓ���bҪ��ӹ����ֱ���ȡ�ƽ���ԽСԽ�ã����Թ��b�M���܉����w���ͣ������Ǻ�����������и���Խ��Խ�ã������ڼӹ��^���аl����׃�Σ������b�����ľ��ȣ���ʹ���б�Ȼ���Ӱ��b�`�
(3)�Y��Ҫ���Ρ����bʹ�÷��㼰���Ͽ��ٴ����ã��Ԝp�ٽ����pʧ��������aЧ�ʡ�
�C�����ώ��c���]���dz��K�Q���քeʹ�ð�ĺ��m����̖�IJ�����鹤�b�����w�Y�����ϣ��ӹ������ʽҺλӋ�B�ӹܿڰ��b���b�Ͳ��ʽҺλӋ�B�ӹܿڰ��b���b��
2.3 ��ʽҺλӋ�B�ӹܿڰ��b���b
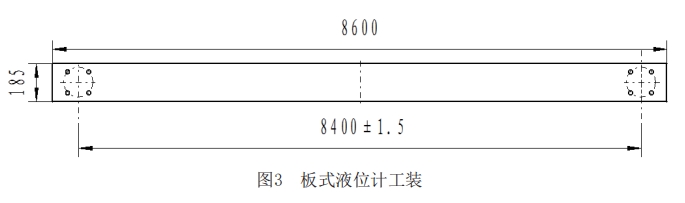
ԓ���b�����^�L�����M�����죬�������У��x�����L���cҺλӋ�L��һ�¡����ȱ�ҺλӋ�B�ӷ��mֱ���Ԍ��İ�ģ����L��8600mm������185mm�����20mm��Q235A䓰塣���b�ľ��w�����^�����£�
(1)��ʹ�ӹ��`��M��С�����ӹ��b���ȣ����Ô��ػ����и��O�䰴�ߴ�195×8610�и�䓰壬�и��y��䓰�ߴ磬�z���Ƿ�ϸ�Ҫ���`����±2mm�ԃȣ�
(2)Уƽ䓰壬�ԜpС䓰����и���l����׃�Σ�Ҫ��Уƽ��䓰��ƽ��ȿ�����±1mm�ԃȣ�
(3) ������߅�C����䓰����������ߴ�185×8600����߅���ٴΜy���������M��Уƽ���ԜpС䓰��ڵ��b�^�̰l������׃�`�
(4)�����B�ӷ��m���D��Ҫ����䓰�ɶ˾�䓰�����4200mm̎�քe����4��ֱ��18mm�����ĈAֱ����90mm����˨�ף���Y���D��D3��ʾ�����ƿ��^���Ї�����Ƹ��ӹ��ߴ磬��횷��ψD����ʾ�ļӹ��`�
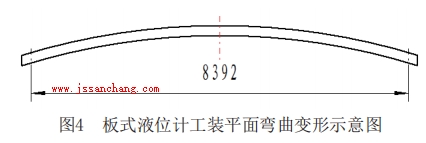
ԓ���b�Y�����Σ�������ɺ��z��헔������ϸ���ƥ�䡣ʹ�Õr�Ȍ�һ���c�O���ϣ��D1A6�ڣ�����˨�o�̼��B�ӹ̶����ٴ_��A5�ڵ�λ�á��������ڵ��b�^���й��b�������װl��������׃����D4��ʾ��ʹ�ù��b�ɶ˵���˨������ֱ�����x�l�����^��׃�������y����׃�κ�Ĺ��b������ԭ����8400mm���p��8392mm�����ڵ��bʹ���^���Д���߀�ڲ���ذl��׃�����`�������^��
————————
2.4 ���ʽҺλӋ�B�ӹܿڰ��b���b
ԓ���b�� 1 8 ̖������죬����L�Ȟ�8600mm�����w�ӹ����E���£�
(1)���L��L=8600mm�и���z�龀���z���и��Ƿ�ϸ�
(2)�����Уֱ������䓴�ƽ��Уƽ�����Cֱ���Ⱥ�ƽ����܉���±1mm�����ȡ�
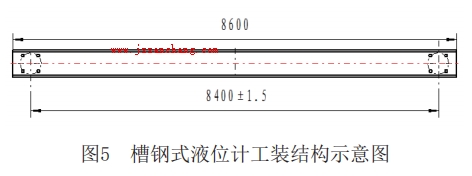
(3)���հ�ʽ�B�ӹܿڹ��b�����췽���ڲ�䓵Ĵ�ƽ��ɶ�����˨�ף������ψD��Ҫ��������ɺ��b�Y���D��D5��ʾ��
���ڹ��b�L�ȼ��������}����ʹ����Ҳ�l����һ���ď���׃�Σ�����׃�����������pС�����^�y��׃������±5mm�ԃȣ��mȻ�^��ʽ�Y���������ƣ���߀�dz������OӋ�D��±1.5mm��Ҫ�����������ʽ���b��ͨ�^�F���^��͜y�����mȻ��䓴�ƽ�棨���棩�l����һ���ď���׃�Σ����²�䓴�ƽ���ƽ��Ȱl����׃�����Ķ�ʹ�����ϵ���˨���������x�l����׃�������Dz�䓃ɂȵ�Сƽ�棨���棩��ƽ����^�ã����^�y������䓂���ƽ�����±2.5mm�����ȡ�����܌���䓂����ƽ��ȿ�������Ч����±1.5mm�ԃȣ���������䓂���Č��ȣ�ʹ�����ڲ�䓂��������������ľo����˨�ף����@�N���ʽ���b�ݱ���Ч��
���������������˴����x���Բ�䓞����w�ĽY�������ò�䓵Ă�������ҺλӋ���m�B�ӹܿڵĻ����棬�ڂ����һ������������һ�K��С��100mm×200mm���o����壬�Ա㌒���܉�M��Ҫ�����o�����rҪע����ƺ���׃�Σ������ں�����ɺ�Уƽ����ƽ���Уֱ��䓣�У�κ��܉�M��D��Ҫ��Ȼ��������������˨�B�ӿף���Y�����D��D6��ʾ��
��ʹ���^���У��ăɶ�ƽ�������b�������c�O����ҺλӋ���m�B�ӿ�����˨�M���B�ӡ�ͨ�^�F��ˮ�����O����ʹ�ù��b��r��֪���y�������B�ӷ��m�ľ��xƫ����±1.2mm�����ȣ�Ч���ܺã������OӋ�D��Ҫ�����ڹܿں����ꮅ������b�y���Ĕ���Ҳδ�l��׃�����C���ѽ������˹ܿ��Ӷ��a����׃��[4]���_�����p��Ч����
3 ���Y
ԓ�N�Բ�䓞����w���ڲ��ͬһ���溸��һ�o�����Ĺ��b���캆�Σ�ʹ�÷��㣬���ҹ�˾�����O��ҺλӋ�B�ӹܿڰ��b�����^���о�ʹ�ô˹��b�M�а��b�����H��Ч�ؽ�Q���ҹ�˾���������O��ҺλӋ�ܿ��B�ӷ��m���b���M�r�M���Ҿ��ȟo�����C�Ć��}��߀��Q�ˉ��������O����ҺλӋ�ܿ��B�ӷ��m���b���ӕr���Ӷ��a����׃�ι���}��ͬ�r���C��ҺλӋ�M�b���ʹ��Ҫ���m���ڶ�N��͵�ҺλӋ�ܿ��B�ӷ��m�M�����ӣ����ڰ��bһЩ�^С�^�̵�ҺλӋ�B�ӹܿڣ�ʹ�ô˷������Ǿ��_��Ч���@һ���b���нY�����Ρ����������ҳɱ��͵ă��c����ʹ���^���Мp���˽����pʧ����������aЧ�ʣ���һ�N��Ч���еķ�����