�aƷ���
�����x��
- 늴�����Ӌ
- �u������Ӌ
- �����D������Ӌϵ��
- ��������Ӌ
- �u݆����Ӌ
- ���M���u����Ӌ
- �װ�����Ӌ
- V�F����Ӌ
- ����������Ӌ
- ��ʽ����Ӌ
- � ���������Ӌ
- ��������Ӌ
- �E�A�X݆����Ӌ
- ���w����Ӌ
- �������w����Ӌ
- ������
- Һ�w����Ӌ
- Һλ׃����
- �ŷ���ҺλӋ
- ������ҺλӋ
- ����ҺλӋ
- 偠tˮλӋ
- ���_��λӋ
- ����ҺλӋ
- ���l���{��λ�x��ϵ��
- ���Nʽ��λӋϵ��
- ��λӋ
- ������ҺλӋ
- ����Һλ׃����
- �������
- ���_Һλ׃����
- ����Һλ�_�P
�ИI��
�켈�S������{�^�̿���ϵ�y�ĽY���c�����O���x��
�l�����ڣ�2022-03-22 17:11:58 ��Դ����ɽ�WԺ�ӱ�ʡ�����b�䔵�ֻ��OӋ���^�̷������c����� ���ߣ��� �� �g�[�Δ���
�����x�����Ɲ{���켈���a�^�̵ĵ�һ���������м�����{�nj���ͬ���|�ĝ{�ϰ�һ��������ϣ��������һ�N������{�ı�ֵ����ϵ�y�����û�ϳ�Һλ�������Ĵ�����ֵ���Ʒ��������C�{�ϝM�����Ҫ���C�ṩ���������ĝ{Һ��......
�Ɲ{�켈���a���Ԅӿ��ƣ����y�ϼ������Ɲ{�^�̵ľֲ����x���ͼ��C��늚���ӿ��Ʒ��棬�����Ŀ��ƃ���ͨ�^�F���˹��{�����F�����÷���ʮ�����ޡ���������S����Ӽ��g�İlչ���켈���a�Ԅӻ��̶Ȳ�����ߣ��O���������ƣ�����ߺͷ����aƷ�|������һ��Ч�����Ɲ{���켈���a�^�̵ķdz��õ��������м�����{�nj���ͬ���|�ĝ{�ϰ�һ��������ϣ���{���Ƶ�Ŀ���Ƿ����ϾW��ĝ{�����Ķ��_�������ɼ��|����Ŀ�ģ���{����Ч���ă��ӌ�ֱ��Ӱ푮aƷ�|�������a�ɱ����������һ�N������{�ı�ֵ����ϵ�y�����û�ϳ�Һλ�������Ĵ�����ֵ���Ʒ��������C�{�ϝM�����Ҫ���C�ṩ���������ĝ{Һ�ۣ��ݡ�
������ϵ�y�ĽM��
����������ϵ�y�Y��
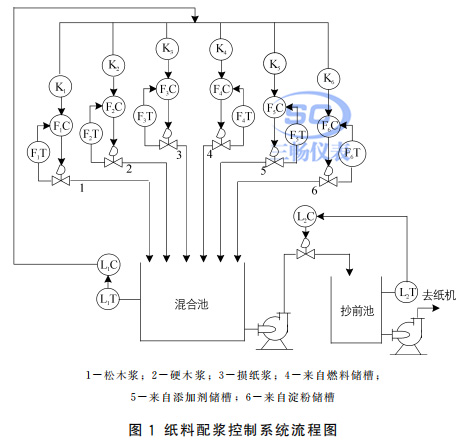
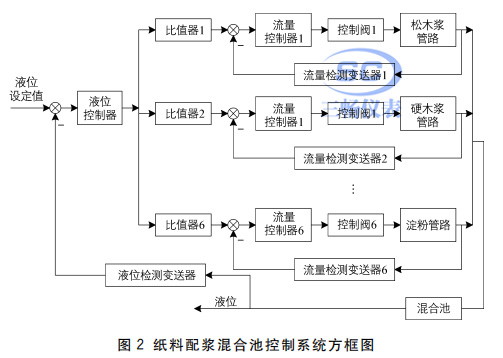
���˝M�㼈�C��������׃����Ҫ��S�ֻ�ϳغͳ�ǰ�ص�Һλ���������C�����������pС�r������ϵ�y��횼��r�{�����N���ϵ�������ʹ�䰴�A���O�õı������������pС���Ա��C��ϳغͳ�ǰ�ص�Һλ��׃���Ķ��鼈�C�����ṩ�{Һ����ϳ�Һλ�Ŀ��Ʋ���Һλ�������Ĵ�����ֵ���Ʒ�������ϳ�Һλ������׃�������N���������鸱��׃����ͨ�^��ֵ���������F���N���ϵı������ơ���ǰ��Һλ�Ŀ��Ʋ��Æλ�·���Ʒ��������Ό��ã����ԝM��Ҫ������{����ϵ�y������D����ʾ�������Ŀ�D��D����ʾ�������������ư�����ľ�{��·��Ӳľ�{��·���p���{��·��ȼ�Ϲ�·�����ӄ���·�����۹�·���������ƻ�·�ۣ��ݡ�
2�������O���x��
����ϵ�y��������O��������������y������Һλ�z�y׃���������������z�y׃����������Һλ������������������������������ֵ��������
�����������y�x���_���y�T����˾���a�ģڣأК�ӆ����{���y�����������x�����͡�ԓ��̖�{���y���нY���o���������p�������`�������wͨ���ʣ������͡������pʧС���y�������������Ծ��_�����b����ȃ��c���V�������ھ��_���ƚ��w��Һ�w�Ƚ��|���e�m�������Sй©��С���yǰ���Ĉ��ϡ�
������Һλ�z�y׃�����x�������x��SC700���o��ʽҺλ׃������ԓ��̖Һλ׃�������ÔUɢ��оƬ����ˮ����|���Ȳ��Y�����Y¶����������̖̎���·�����M���h�̂�ݔ���������õķ����ԺͿɿ��ԣ��V�������ڸ��Nˮλ��Һλ�y����
�����������z�y׃�����x�������x��SCLDE��늴�����Ӌ��ԓ��̖����Ӌ���ã���λǶ��ʽ̎�������\���ٶȿ졢���ȸߣ����Уңӣ����������ңӣ����������ȣ��ңԺͣͣ��£���Ȕ���ͨ����̖ݔ���������cϵ�y�g��ͨ�ţ��S�o�������㣬ʹ�É����L���o���������o�����pʧ����ϸ��N�r����ϣ����m���ڸ��N�ᡢ�A���}��ȼ����{���V�{�����{�Ƚ��|�������y����
������Һλ���������������������x�ãΣȣң���������ϵ��“ɵ��ʽ”Һ���˹������{���x��ԓ��̖�{���x�����������˹�������ʽ�����������������ܕr���ɸ������،�������ԣ��Ԅӌ��ҷdz����������_���dz��ѵĿ���Ч�������������^�̟o���˹������������ṩȫ���ĺ����O�òˆΣ�“ɵ��ʽ”�������Ɍ��ضȡ�������������Һλ���ٶȵȜy����̖�M�п��ƣۣ��ݡ���������ֵ�������x�������x��S���a�ģɣңϣ�������������������ֵ�o���������Ԍ���ϳ�Һλ��̖����ֵ�����Խo���ı�ֵ���M���\�㣬ݔ����̖�����������������������Ľo��ֵ��
3���Y�Z
ԓ����ϵ�yͨ�^��������{�^�̿��Ʒ����M�����ϣ��\�ô������ƽY�ϱ�ֵ���ƽM���^�̿���ϵ�y�������Cؓ��׃���r��ԭ�������S֮�{�������ܱ��C���Nԭ�ϰ�����Ͷ�ţ����ܱ��C��ǰ���C�������ṩ�{Һ����Q���˹��{���������_���ڄӏ��ȴ�ȱˣ�����һ���Č��Ãrֵ��
ע�������������x�����¾���ԭ�����D�dՈ�������ĵ�ַhttp://www.links-u.com/
��һƪ���£�늽��c�����텢�cһ����·�㉺��ˮ�����b�õĻ֏�
��һƪ���£��x�����_������Ӌ���g�Ԍ��F�Uˮ̎��ϵ�y���������
���P�ĮaƷ












�c�� "���P���

- �̄ղ������M���Ą�����Ͷ�Y�Ŀ���M���O��2023-11-18
- �����Q��վ�b�Ãx���x�ͷ���2023-10-19
- ��ʳƷ�ӹ��^���б����w���Ƿ���چ��}2022-03-30
- �_�����������ИI�İ�ȫ�ԺͿɳ��m��2022-03-30
- ��������Ӌ����Ȼ��Ӌ���еđ���̽��2022-03-30
- ��Μy�����ЃɷNҺ�w֮�g�Ľ���2022-03-25