�aƷ���
�����x��
- 늴�����Ӌ
- �u������Ӌ
- �����D������Ӌϵ��
- ��������Ӌ
- �u݆����Ӌ
- ���M���u����Ӌ
- �װ�����Ӌ
- V�F����Ӌ
- ����������Ӌ
- ��ʽ����Ӌ
- � ���������Ӌ
- ��������Ӌ
- �E�A�X݆����Ӌ
- ���w����Ӌ
- �������w����Ӌ
- ������
- Һ�w����Ӌ
- Һλ׃����
- �ŷ���ҺλӋ
- ������ҺλӋ
- ����ҺλӋ
- 偠tˮλӋ
- ���_��λӋ
- ����ҺλӋ
- ���l���{��λ�x��ϵ��
- ���Nʽ��λӋϵ��
- ��λӋ
- ������ҺλӋ
- ����Һλ׃����
- �������
- ���_Һλ׃����
- ����Һλ�_�P
���g����
���ż�ܹܾ�й©���h�����鷴��������ʧЧ�ķ���
�l�����ڣ�2014-10-29 ��Դ�� ���ߣ� �g�[�Δ���
�����x���� ��ժҪ��: ��Ҫ��B�˭h�����鷴�����ĽY��������ԭ����ᘌ�ij�Ҷ����b�íh�����鷴�������ż�ܹܾ�й©�����h�����鷴��������ʧЧ����r���Y�ϬF�������H�������r......
��ժҪ��: ��Ҫ��B�˭h�����鷴�����ĽY��������ԭ����ᘌ�ij�Ҷ����b�íh�����鷴�������ż�ܹܾ�й©�����h�����鷴��������ʧЧ����r���Y�ϬF�������H�������r��Ԕ��������ԓ���������ż��й©��ԭ���ƶ��������Է�������������������Ĵ�ʩ���������@һ�Ƽs���a���O���[����
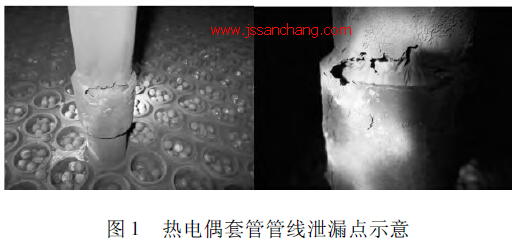
ijʯ����˾�Ҷ����b�íh������(EO) ���������\������ֱ��Ӱ�ԓ�b�õ����a����������ָ�ˡ�ԓ������Ͷ���\��3 ����Ͱl�����ص�β���F��β���a���ĸߜظ߉�ֱ�ӿɌ��º��m�����ГQ�������^й©�������h�������ȼ����©������Ӱ푵��b�õİ�ȫ���a��2011 ��4 ��16�Ռ�EO �������M�Йz�ޕr���l�F�ڷ�������101A�Ϸ��^�ȵ�1 �����ż���Ɠp(Ҋ�D1)��ʹ�Ú��Ӄȵ�偠tˮ�M�뵽�b���д����ķ������܌Ӄȣ���ʹβ���l����
���Č����ż�ܺ��p̎�l��й©��ԭ���M�����о��ͷ�����������˽�Q������
1 �h�����鷴�����ļ��g�������Y��������ԭ��
1)�Y��������ԭ����
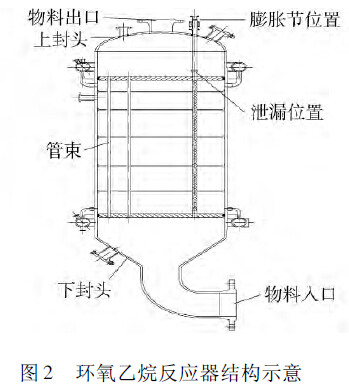
�h�����鷴��������Ҫ�Y����:�������ܰ塢֧�θ�ż����·��^��ԓ������ֱ��4.8 m�����߶ȼs��22 m������5 144 �������ܣ�������2 ���O�y���w偠tˮ�ضȟ��ż�ܡ��������⏽50�� 8mm���ȏ�44��8mm���L11��8m��������픲�Ͳ�w�߶Ȟ�1485mm�����^��E�A��;�ײ�Ͳ�w�߶Ȟ�765 mm�����^�ײ����F�Ρ�������s��10700 mm���������b��߶ȼs��800 mm��ÿ���������y�����b����85 t��������s15 t����������Ҫ�Y��Ҋ�D2��
�h�����鷴�����Ĺ���ԭ����:��ܳ����ߵĽ��|��ѭ�h��( ����ϩ�����⡢�����)���������߽��|��偠tˮ(BW)�������ڷ���������ϩ�������M�еķ�����şᷴ������a���ğ��������ӵ�BW ˮ���ߡ�
����������2 �����ż�ܹܾ�����Y�����ɷ��������Ϲܰ���������������^���ڷ��������Ϲܰ�ͷ��^֮�g��1 ��1 400 mm �Ĺܣ����ж��c��ż�����Ԝy�����������ӵ�偠tˮ�ضȡ�
2)���g������
�h�����鷴�����ļ��g�������1 ��ʾ��

2 ʧЧԭ�����
ᘌ��ɹܵ��ӿں��p̎����й©�ĬF�ķ������Ĺ��r���O����ʽ���֣�Ԕ���������}�a����ԭ������ĸ����Ͻ�Qԓ�ܾ�й©���[�����γ�й©�����ׂ���Ҫԭ��:
1)�����Д�h�����鷴����픲����ż����Û���OӋ�����՟���Û��С�ڌ��H�\�еğ���Û���L������ɟ��ż���ܳ�ؓ���S�������D������׃��ƫб��������Û���M���܃ɂ��S�������D���������Ӵ�ͬ�r�a�����w�ܾ��l���M��λ�ƣ����º��p���ȱ���̎й©ʧЧ��
2)�����Д����켰ʩ�����ڰ��b���ӟ��ż�ܕr�]�Ї���������Ҫ���c�OӋҎ��ʩ����
a)�ڽM�b��Û���r�]�а��OӋҎ���M�а��b�����b��Û������˨�A�o����һ�£����¹ܾ��ᑪ��������
b)���췽���ӹ�ˇ�����д���ȶ���^�õĺ��ӹ�ˇ���ſɿsС��Ӱ푅^�е��^��^��
c)���p��̎�������ơ�δ���A�ᣬ���ؕr�g���ضȰ��ղ��ʴ_��
3)�����Д�F���O�������^���У�δ�����ղ���Ҏ���c���gҪ���O���M���A�ᡣ����Ͷ��BW �r�������y�T�_���^����ɹܾ��ϲ����������O�䱾�w����������ܾ����²�����Û����һ�£������ش�ֱ�ܵ��S������ʹ�ܵ�����¡�𣬲��ں����|������̎�_���������С�
3 �F���z��ܾ�й©
й©�l���F���z����Û�����b( Ҋ�D3)�l�F��EO ������픲����ż�ܾ�̎��Û�����b��Ҏ��������Û���A�o�������ܾ����w�l���M��λ�ƣ����º��p���ȱ���̎й©ʧЧ��

4 ��Q��ʩ
���ڹܾ��B���ܽ��^�Ȳ��ܵ����|�������|���Ƿ���ȱ�ݲ�Ԕ������ԭ�ܾ����w�Ϻ��ӄt�o�����C�����|�������^�F�����졢�y������ԭ�йܾ��ܽ��^�г������Q���^Ӌ�㱣��ԭ�йܵ��L�ȵĹܾ����^�����C�ܵ�ԭ�еĿ��L�ȣ��Դ_���h�����鷴����픲���Û����ԭ����Û��s����
��醷��������ż�����Y�Ϻ�_�J��ʩ�����ڰ��b��Û���^����δ���OӋ�����Y��ʩ���������D���И�ע��Û��Ҏ��ăȏ���?89 mm���⏽��117��4 mm������ԓ��Û����Ҏ��EO �������IJ����l������Û��������Ҫ����Û�������°��b�L�Ȟ�48 mm����Ҫ����Û��픲��B��̎����˨��10 mm ���g϶���Ա��C��Û����һ������s������Û�����b�ߴ�Ҋ�D4��
5 �Y�Z
����������ʩ���յ����A�ڵ�Ч���������ֹ���h�����鷴�������ż���\�����á��h�����鷴�������ż��ʧЧ������Q��ij�Ҷ����b�õ��O���[������ԓ�b���O��İ�ȫƽ���\�д����ˈԌ��Ļ��A��
ע�������������x�����¾���ԭ�����D�dՈע�����ĵ�ַhttp://www.links-u.com/
��һƪ���£��p���ٜض�Ӌ�y���Y���IJ��_�����u��
��һƪ���£��y���O�ؚ͜��w�����x��ʲô����Ӌ�Լ����]����
���P�ĮaƷ











�c�����ż,�h�����鷴����,���ż��,�ᑪ��,й©���� "���P�ă���

- �̄ղ������M���Ą�����Ͷ�Y�Ŀ���M���O��2023-11-18
- �����Q��վ�b�Ãx���x�ͷ���2023-10-19
- ��ʳƷ�ӹ��^���б����w���Ƿ���چ��}2022-03-30
- �_�����������ИI�İ�ȫ�ԺͿɳ��m��2022-03-30
- ��������Ӌ����Ȼ��Ӌ���еđ���̽��2022-03-30
- ��Μy�����ЃɷNҺ�w֮�g�Ľ���2022-03-25